
![]() It is obvious to use waste (recycled glass) for the foaming of glass but could we use waste heat? This is probably not possible because the waste heat must be minimum at 850°C. This type of waste heat can be easily converted in electricity with high efficiency with for example an ORC-generator and will not be available for other applications.
It is obvious to use waste (recycled glass) for the foaming of glass but could we use waste heat? This is probably not possible because the waste heat must be minimum at 850°C. This type of waste heat can be easily converted in electricity with high efficiency with for example an ORC-generator and will not be available for other applications.
 However our consumption society has everywhere landfill sites which are generating landfill gas. This gas is mainly CH4 (methane, 50%)) and CO2 (carbon dioxide, 50%). The dominant process for the generation of this gas is done by anaerobic bacteria decomposing organic waste. The gas contains also a low percentage other gases, which may be toxic.
However our consumption society has everywhere landfill sites which are generating landfill gas. This gas is mainly CH4 (methane, 50%)) and CO2 (carbon dioxide, 50%). The dominant process for the generation of this gas is done by anaerobic bacteria decomposing organic waste. The gas contains also a low percentage other gases, which may be toxic.
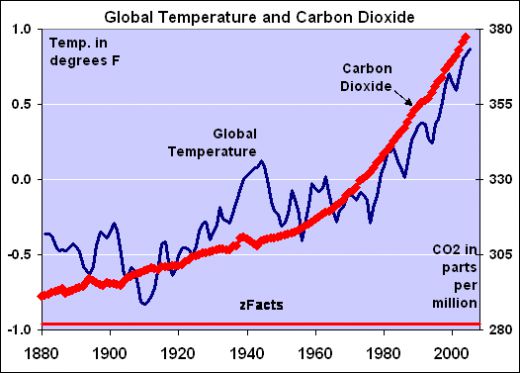
 CH4 and CO2 are greenhouse gases, whereby CH4 has a larger GWP than CO2. Burning the CH4 to CO2 reduces the greenhouse effect with a factor 9. As a consequence, correct landfill management needs to capture the methane and flare (burn) it to CO2. However; instead of simple burning, we could use the generated heat to produce added value.
CH4 and CO2 are greenhouse gases, whereby CH4 has a larger GWP than CO2. Burning the CH4 to CO2 reduces the greenhouse effect with a factor 9. As a consequence, correct landfill management needs to capture the methane and flare (burn) it to CO2. However; instead of simple burning, we could use the generated heat to produce added value.
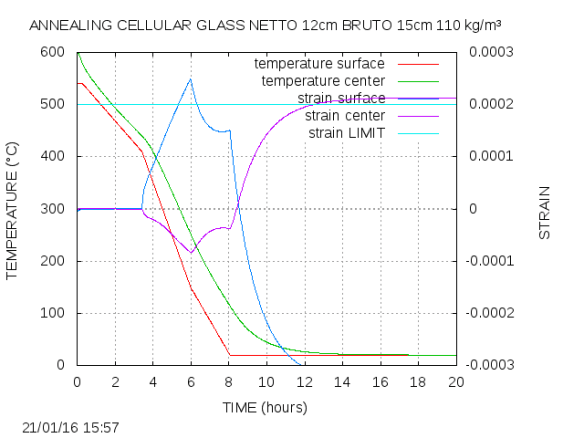
 Production of cellular glass could be an option, where the landfill gas is used to heat the foaming furnace. Landfill gas is not stable (changing CO2/CH4 ratio) and for that reason, the glycerin process (for example GLAPOR) with a neutral furnace atmosphere is a better option than the carbon black process with its reducing atmosphere. Indeed, in the latter case, the burner system is much more critical because it delivers the temperature AND the reducing atmosphere.
Production of cellular glass could be an option, where the landfill gas is used to heat the foaming furnace. Landfill gas is not stable (changing CO2/CH4 ratio) and for that reason, the glycerin process (for example GLAPOR) with a neutral furnace atmosphere is a better option than the carbon black process with its reducing atmosphere. Indeed, in the latter case, the burner system is much more critical because it delivers the temperature AND the reducing atmosphere.
A typical cellular glass production line for 100000 m³/year needs a certain magnitude of landfill. We found a USA document about the landfill gas production of municipal solid waste (MSW) and could read: One million tons of MSW produces roughly 432,000 cubic feet per day (cfd) of LFG and continues to produce LFG for as many as 20 to 30 years after it has been landfilled.
Further we know that:
- GLAPOR cellular glass needs only 1400 MJ/m³ cellular glass primary energy. For a production line of 100000m³/year, we need an energy source of 4.7 MW.
- 1m³ landfill gas is 0.5m³ CH4 or about 17 MJ/m³ landfill gas combustion heat.
- 1 million ton MSW produces 510 m³/h landfill gas (432,000 cubic feet per day).
This gives how much million ton MSW we need to drive that plant for about 20 years: 4.7 / (510*17/3600) = 1.95. We need about 2 million ton MSW to produce 100,000 m³/year cellular glass during 20 years.
According the same document: Approximately 251 million tons of MSW were generated in the United States in 2012, with less than 54 percent of that deposited in landfills. This means that every year enough MSW is deposited to drive 100 cellular glass production lines of 100,000 m³/year for 20 years or 100 x 2 million m³ cellular glass in total. This amount of waste is generated with 322,369,319 people. The average citizen in the USA (and probably also in the EU) generates yearly enough MSW to produce landfill gas for 0.62 m³ cellular glass.
Maybe I made an error and I wait for a focused reader to find that error. If not, I will probably dream about free of charge (if not with a few € waste deposition charge) MSW landfill, combined with a pile of broken bottles where a production line (a few hundreds meter long) is fabricating durable cellular glass to build passive houses with a sales price of about 100 €/m³cellular glass. Waste converted in a durable product to eliminate CO2 production during house heating / cooling, what do we need more to save the planet? Indeed, waste is big money and may help to stop the global warming of our plant. Landfill without landfill gas capture and utilization is a crime.
 Commercial phenolic foam insulation is made from a resole resin in the presence of an acid catalyst, blowing agents and surfactants. The resole resin is synthesized via a base catalyzed reaction of phenol and formaldehyde in a 1:2 ratio where there is a twofold excess of formaldehyde in the reaction mixture.
Commercial phenolic foam insulation is made from a resole resin in the presence of an acid catalyst, blowing agents and surfactants. The resole resin is synthesized via a base catalyzed reaction of phenol and formaldehyde in a 1:2 ratio where there is a twofold excess of formaldehyde in the reaction mixture. About the
About the 











 By this occasion, I want to introduce the very nice work about glass tempering by Jonathan Barr, namely “
By this occasion, I want to introduce the very nice work about glass tempering by Jonathan Barr, namely “




 After the
After the 

